



- Dextra Lighting
Since 2008, rising energy prices and major environmental legislation, such as the Climate Change Act, have greatly affected the way industrial buildings are developed and managed. Within this varied sector, the challenge has been to adopt a sustainable model that is at once green, efficient and cost-effective. With lighting amounting to 80% of a typical warehouse’s utility bill, high-quality LED lighting and intelligent controls allow clients to invest in systems that pay for themselves within the first 2 to 3 years of purchase, which then proceed to generate energy savings that convert directly into profit.
Over the years, Dextra Group’s growing portfolio in the industrial sector has informed the design of a developed range of energy-saving luminaires and lighting controls. With a highly experienced design team, extensive in-house manufacturing facilities and dedicated transport fleet at its disposal, Dextra Group has been able to deliver unique solutions to meet the exacting demands of this sector, within tight budgets and schedules.
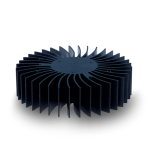
By combining advanced sensor and dimming controls with the latest Lumileds LED sources, installations can now offer rapid returns on investment with up to 100% reductions in energy usage compared to conventional fluorescent, non-controlled lighting. The LM-80-tested LEDs used in Dextra Group’s luminaires, offering 90% lumen maintenance at 60,000 operating hours, also allow companies to save money in the long-term by minimising the maintenance costs of frequent lamp replacements.
















































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































A Glasgow-based pharmaceutical warehouse recently benefited from Dextra Group’s total service by upgrading to a high-quality intelligent LED system, which was designed and installed in partnership with the region’s leading building consultants and electrical contractors. Working closely with the appointed engineers, luminaires and lighting controls were selected from both Dexeco
and Dextra Lighting ranges to provide a high specification, bespoke solution for the warehouse area and offices. The future-proof design went beyond offering compliance with current eco-legislation, safety, and building regulations, delivering significantly improved light quality and energy-efficiency.
“The LM-80-tested LEDs used in Dextra Group’s luminaires, offering 90% lumen maintenance at 60,000 operating hours, also allow companies to save money in the long-term by minimising the maintenance costs of frequent lamp replacements.”
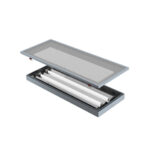
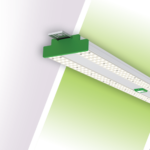
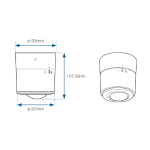
The industry leading, sensor controlled Verteco LED high bay, covered all bases at the warehouse, providing energy-efficiency, task-appropriate lighting and reactive sensor/dimming functions to the high racking aisles various open areas. Designed specifically for industrial spaces, the luminaire is manufactured with a mid-power LED board instead of high-output sources often used in conventional high bays. Combined with a high transmission diffuser, the luminaire eliminates hazardous levels of glare which commonly affect forklift truck drivers manoeuvring though the premises and staff handling goods at high levels.
From a range of options, a surface mountable version was supplied to adapt to the warehouse’s ceiling, and was specified in a 13,200 lumen output with Ultra High Rack optics to provide a uniform distribution and balanced light level in each racking aisle, whilst offering an excellent performance of 124 Llm/w.
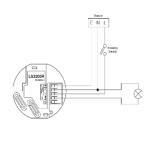
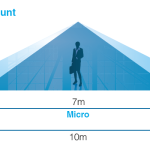
The Verteco LED is offered with a comprehensive range of sensors and dimming controls to adapt to staff movements and the dimensions of any given site. The luminaire is equipped with an integral passive infra-red R14 sensor offering daylight and presence detection which can be combined with DSI or DALI dimming functions to maximise energy savings. With the user-friendly RE-AP remote control, staff can easily commission and accurately control luminaires at ground level within a range of 25m.
The RI4 sensor is offered with a selection of lens types (Narrow, Wide, Ultra-Wide) to customise the detection range according to the building’s existing infrastructure,
height and layout. As the sensor is integral to the luminaire, no additional wiring was required, allowing for a quick, simple and low-cost installation.
To add to the low-maintenance benefits of its Lumileds LEDs, its Philips Xitanium outdoor driver offers a constant lumen output feature which eliminates lumen depreciation of the source over the luminiare’s entire lifetime, further reducing the need for maintenance.
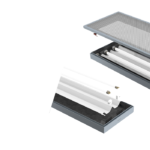
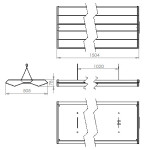
Installation was kept quick and cost-effective by supplying the “plug and play” pre-wired versions of the luminaires. The Verteco is also designed to simplify the installation process with its unique slide-out mounting brackets and practical back flap for easy wiring access.
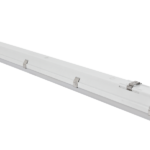
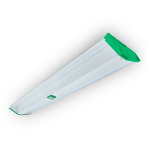
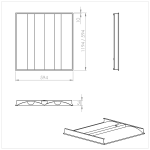
The Hydra LED was specified for more demanding environments such as the stores, boiler room, plant and under-canopy area. Its IP65-rated glass reinforced polyester housing and robust polycarbonate diffuser offer protection to dirt, dust, water ingress and light impact.
The luminaire’s efficient optic design and powerful LED source combine to offer light output ratios of over 90% with an overall luminaire efficacy of 140 Llm/W, allowing installations to meet the required lux levels using fewer, low-energy luminaires for improved ROIs.
Available in a wide range of lumen outputs, body sizes and dimming functions, the Hydra LED range is extremely adaptable to the diverse needs of industrial facilities.
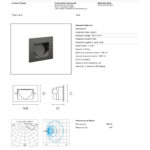
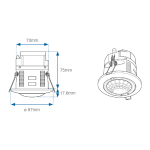
To provide complete emergency lighting coverage, the 500lm Highspot LED and 2.5w AME LED emergency bulkheads were installed across the entire site, offering premium performance with the energy-saving and low-maintenance benefits of LED.
Although integral emergency lighting has many practical advantages, installing a network of high-efficiency standalone LED luminaires with energy-saving controls can prove to be a simple and cost-effective alternative.
Using the LED 3 emergency module, luminaires could be installed in optimal positions around the warehouse and offices, allowing fewer fittings to be used with a lower charging current than most integral emergency packs used in mains lighting. Open area and escape route versions are also available with the LED 3, to ensure the best possible distribution for each area.
The self-contained emergency luminaires used in this project are all manufactured to BS EN 60598 standards and supplied with IP65-rated polycarbonate housings to withstand the rigours of industrial environments.
A range of customisable lenses, self-test, and auto-test options allow the luminaries to provide optimal distributions in open areas, racking aisles or low-level areas, whilst offering simplified and cost-effective maintenance of the entire emergency lighting system.
Other products used in this project include the popular Graduate LED and Protec LED for the offices, amenities, and non-industrial circulation areas.





