
PROTEC
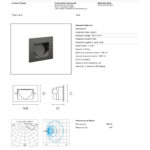
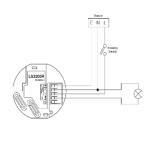
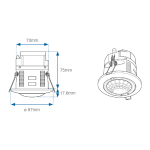
Overview: The Protec is the most versatile downlight in the range with a selection of attachments allowing the product to be personalised to suit most applications.
Read more...Leathams is a London-based food distributor that has been at the cutting edge of innovation in the food industry since 1980, supplying the food service, ingredient and retail sectors.
Back then, its best-selling product was pheasant after Mark and Oliver Leatham started their business by plucking game in their kitchen and taking them to some of London’s finest restaurants by car. Forty years on and the company still has an incredible passion for high-quality produced food, meaning that each year for the last decade it has continued to grow, reaching a £100 million turnover in 2017.
Marketing and new product development are key drivers for the business now, with a product range that includes specialist grocery products as well as meat, poultry and fish and bakery and delicatessen options.
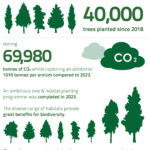
The company also has a strong commitment to improving its environmental impact. As a result, 2014 saw the first installation of 11 solar panels on its London site. This has meant that every year, the company has been able to produce approximately 210MWh of its own energy as well as saving 281,726.53kg of C02 emissions since the start of the project.
Dexeco was introduced to Leathams by another food service provider, Brakes and has carried out some retro-fit work to their existing sites in London. Since then, Leathams have taken on a further building in Chelmsford, Essex, and Dexeco worked on lighting solutions that would best fit the new building as well as keep efficiency levels in mind. Maintenance was also a big factor with this project. This meant that all products were set to self-test emergency and in the chill areas they were fitted with remote batteries to make any future maintenance as simple as possible. Also, all products in the warehouse were sensor controlled, enabling light levels to be reduced in areas that are unoccupied.
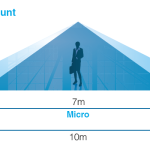
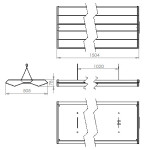
An example of this was the LED HIGHBAY, which was used in the freezer areas because it is highly efficient but also has remote emergency available and an integral sensor. Using the latest LED technology, the LED Highbay offers superb energy efficiency combined with lumen outputs that allow effective replacement of 400w metal halide luminaires. The LED Highbay also utilises lens control providing accurate distribution of light ensuring minimal wastage and energy consumption. In this case, the LED is controlled using a R11 sensor along with the REA- AP sensor controller. Seventy of these were supplied for this project.
















































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































Another product selected for its efficiency was our VERTECO LED which was used in the ambient and chilled areas of the building. VERTECO LED is widely recognised as one of the industry’s leading energy saving lighting solutions. With approximately 300,000 units supplied to a wide range of blue-chip clients the VERTECO has a proven history of excellent performance, simple installation, significant energy reduction and rapid return on investment.
The VERTECO LED allows us to offer all of the unique features found on the original VERTECO but combined with improved energy efficiency and low maintenance. Although commonly used in warehouses and storage facilities the VERTECO LED is suitable for a wide range of industrial and manufacturing applications. The lack of glass, mercury and phosphorous used in fluorescent luminaires also makes the VERTECO LED ideal for food production areas and eliminates the need for costly shatterproof lamps and the risk of accidental glass contamination.
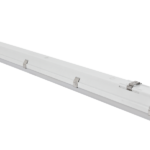
Our ECO IMPERVIA LED range, which was also chosen for the project, offers a wide range of lumen outputs, diffuser choices and sensor controls to allow this product to be specified in multiple applications. All products in the ECO IMPERVIA LED range incorporate the latest LED technology and control gear providing excellent efficiency and a five year warranty. The ECO IMPERVIA LED is LM80 verified to 90% LED lumen maintenance at 60,000 operating hours.
The AVALON WALLPACK LED uses the latest LED technology providing excellent efficiency and low energy consumption combined with minimal maintenance. The AVALON WALLPACK LED has a diecast aluminium rear and comes with the option of a clear or opal curved diffuser making it ideal for applications demanding low operating costs or where access for lamp replacement is difficult and costly. Also used in the Leathams project was the PROTEC LED, MODLED SLIM and the AMENITY EXTERIOR GRILLE.
Dextra was successful in meeting the project objectives and delivering lighting options that are both easy to maintain and highly efficient.
Overview: The Protec is the most versatile downlight in the range with a selection of attachments allowing the product to be personalised to suit most applications.
Read more...
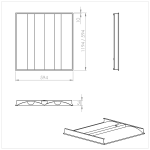
Overview: The MOD Slim is a highly efficient and versatile backlit modular range of luminaires available in a wide range of housing styles and lumen outputs.
Read more...
Overview: The Amenity Exterior Grille is manufactured with a tough and durable die cast aluminium housing and injection moulded polycarbonate diffuser that is suited a wide range of internal and external applications.
Read more...

