


Brothers Drinks Co
Based in Somerset, Brothers Drinks Co Ltd has a rich heritage. The local family behind Brothers Drinks Co Ltd. have been making cider for over 300 years, since 1658. The brothers Matthew, Jonathon, Francis, and Daniel began selling their pear cider at Glastonbury Festival in 1995. Their cider was such a success that Brothers Cider began extending their distribution to festivals, pubs, and supermarkets all over the country.
Now an award-winning cider producer, renowned throughout the UK for its light and refreshing taste and creative selection of moreish cider flavors, the Brother’s legacy lives on strong.
Production of the cider remains based in the historic Showering’s Cider Mill in Somerset, the second largest cider plant in the UK. Keeping production here allows Brothers Drinks to use the same traditional methods while updating the mill to maintain the best control, quality, and consistency. Carrying out a series of refurbishments and upgrades across the site including new bottling and canning lines, has enabled the company to continue producing and distributing their famous cider to contemporary standards of hygiene and safety while further expanding their company and reach.
Forming part of a major refurbishment project, The Factory manager, Derek Tiley, from Brothers Drinks Co Ltd, together with Liam Sean of contracting firm Waterlip Electrical approached Dextra Group looking for a quality local product to improve the factory lighting. Their aim with the updated lighting was to provide optimal lux levels while reducing energy expenditure and costs. Having already refurbished one of their canopy area, they found the result such a big improvement that Brothers now sought to carry out a planned refurbishment across all their factory sites.
THE SOLUTION
Dextra Group brand Dexeco approached the site and carried out a detailed survey of the layout and luminaires. Our team together with Waterlip Electrical found that the existing lighting was significantly out of date and together with the line layout changes proposed, it was apparent this would be a prime opportunity to make the changes. The client also requested high lux levels in certain areas of production, particularly those featuring obstructions from pipework and machinery.
Dexeco opted to install Eco Impervia LEDs across the packing hall and storage areas. Dextra’s Eco Impervia LED range is available in a wide variety of lumen outputs, diffuser choices, and sensor controls which make this an extremely versatile luminaire adaptable to multiple applications. This particular lighting product was chosen for this project as it fitted the brief and is IP65 rated, and was able to be installed with an R44 sensor and programmer for intuitive function, optimal control, and easy maintenance.
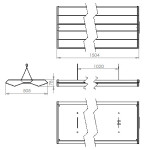
The Dexeco team together with Waterlip Electrical chose to install Verteco 3 luminaires in the packing hall. These are the latest generation of our hugely successful Verteco range, and a popular choice on the lighting market, particularly for industrial, warehousing and logistics applications. The Verteco range offers a wide range of highly intuitive functions and features, such as integral sensor control, remote control programming, high-efficiency optics, and unique quick-install design.
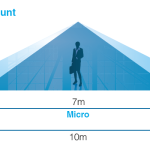
The Verteco 3 comprises all these exemplary specs and more, with additional features such as optional wireless linking which allows the sensor to trigger adjacent lighting, so that specific areas light up as needed according to the movement of staff. This function helps to improve safety and visibility by increasing lux levels where needed while simultaneously reducing power consumption and cutting energy costs in areas not being used. This particular lighting product was chosen for the packing hall application as it fitted the brief, has an excellent light output and could achieve the high lux levels requested in production areas with pipework obstructions and machines. Dextra installed all Verteco 3 luminaires complete with our bespoke Reacta 14 sensor which combines presence detection, daylight regulation and remote control programming for simple commissioning and superb control of the lighting.




































































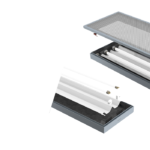
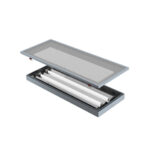











































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































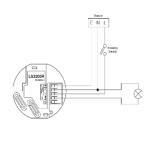

































For the refurbishment of the Canning Hall, Dexeco together with Waterlip Electrical chose to install ProIP luminaire. The ProIP is a covered, sealed luminaire with IP65 housing and a good lumen output, making it ideal for applications requiring protection against dust and water ingress. Low maintenance, sensor-controlled, energy-efficient, and easy to clean, the ProIP is renowned for its ability to provide an excellent return on investment, particularly in manufacturing and food production applications. Available with a choice of integral sensors, the client opted to have all luminaires installed with the R44 sensor, which provides both presence detection and daylight regulation.
The client opted for the three lighting products used not only based on their specification, but also because of their local manufacture and extended warranty. Dextra supplied all luminaires installed with a 5-year warranty, comprising labour and parts for the first 3 years, and free-of-charge components for the final 2 years.
This project is on going it is an enormous success, achieving increased lux levels with a significant reduction in energy costs, allowing the factory to continue producing and distributing the historic Brothers cider with all the functional, aesthetic, and cost-saving benefits of up to date lighting.
Waterlip Electrical and Brothers Drinks looked to use a local supplier in order to reduce their Carbon foot print and to support local business
To date Brothers drinks have saved approximately 65% of their energy consumption giving an annual saving of 178 tonnes of CO2.
THE PRODUCTS


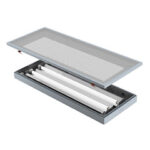
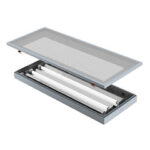
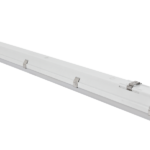
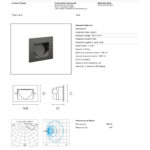
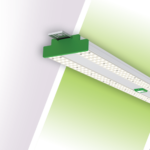
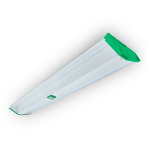
PROIP
Overview: The ProIP offers a covered and sealed product where clients demand the combination of a sensor controlled, energy efficient, low maintenance luminaire with ease of cleaning and protection against dust and water ingress.
Read more...

